
冶金、建材、有色、电力、化工等行业的高温设备和高温炉体耐火材料一站式供应商!
咨询热线 0371-63156988 17603870816
冶金、建材、有色、电力、化工等行业的高温设备和高温炉体耐火材料一站式供应商!
咨询热线 0371-63156988 17603870816

杂质含量:原料中含铁、钛、钒等氧化物杂质是产生色斑的主要内因。
铁离子(Fe²⁺/Fe³⁺):单独存在使砖呈橙褐色。
钛离子 (Ti⁴⁺):单独存在使砖呈微蓝色。
钒盐:导致黄绿色色斑(钒斑)。
原料混合不均:导致成分分布不一致,烧成后颜色不均。烧成温度不均:窑内温差导致砖坯受热不一致
烧成气氛影响:
还原气氛:易使铁、钛离子还原形成黑心(黑色或深蓝色)。
氧化气氛:一般使砖体颜色变浅,但若含铁高则呈红色。
装窑方式不当:码放疏密不均,火焰穿透不畅。
燃料灰分污染:与砖表面结合形成玻璃状堆积物(渣蚀)。
升温/降温速率:过快导致内应力,引发变色和裂纹。高温作用:长期高温导致晶格变化和成分迁移。
熔渣侵蚀:炉渣渗入砖体形成新化合物(火渍)。
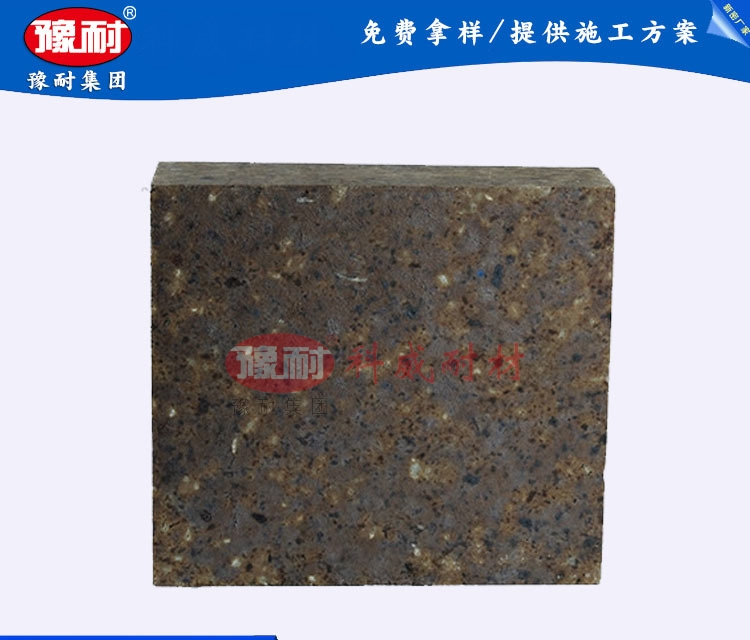
化学腐蚀:酸性或碱性环境与砖中成分反应。主要问题:黑心(最常见),表面红色斑块。
特征:铝含量越高颜色越白,含褐色/黄褐色斑点(铁杂质)。
形成机制:还原气氛下铁钛离子还原着色,冷却时部分重新氧化褪色。特征:表面有深浅不一的斑点,多呈黄或黄红色。
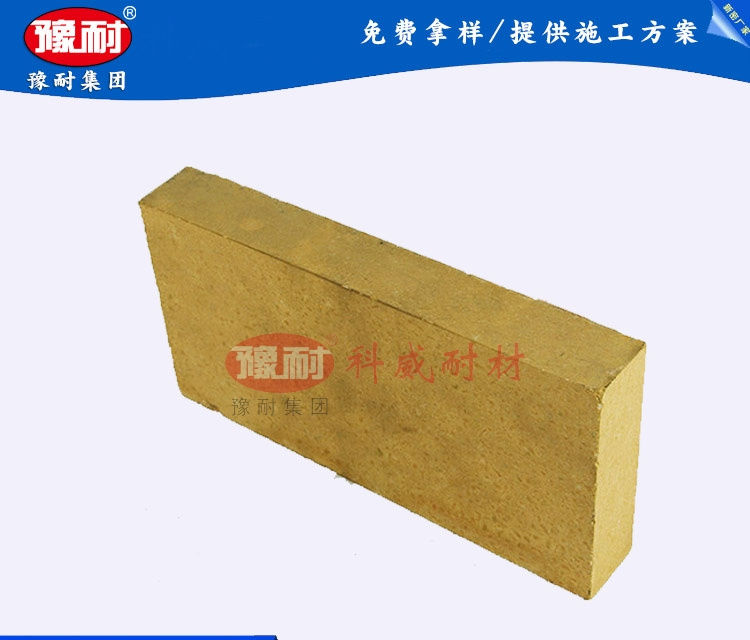
特殊性:某些品牌 (如洛耐) 的硅砖色斑被视为正常特征,不影响性能。
颜色变化:随 Fe₂O₃含量不同,从土色→红色(400-500℃)→棕红色(900-1000℃)
常见问题:色差、黑心、泛碱。
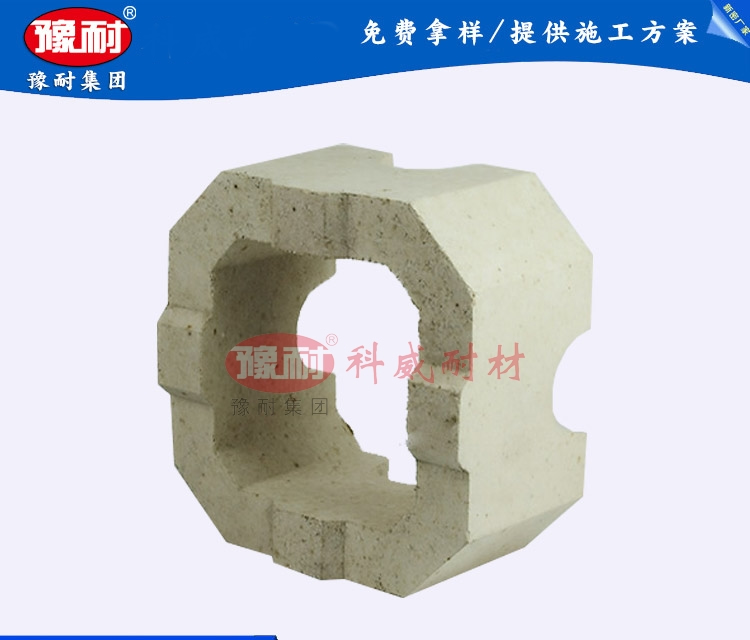
特征:蓝黑色,表面有时带白色斑点。
变色:特定气氛下可能发绿(与 Si₃N₄反应产物)。
部分色斑可作为品质标识:如洛耐硅砖的天然色斑不影响性能。
颜色变化可指示温度/气氛:如高铝砖变红提示局部高温或还原气氛。
结构不均:色斑区域与基体热膨胀系数差异导致内应力,易产生裂纹
性能下降:
耐火度降低:杂质富集区熔点下降。
强度不均:导致局部承载能力下降。
抗侵蚀性减弱:如含铁高的砖在酸性环境中耐酸性降低。
使用寿命缩短:易从色斑处开始损毁 (如裂解炉砖的紫红色区域出现皲裂脱落)。
目视检测:观察表面颜色均匀性,检查有无明显色斑、凸凹不平。
标准比对:与生产样块或标准色卡对比,评估色差程度。
手触感检查:色斑处若有凹凸感,可能内部存在溶洞或结构缺陷。颜色测量仪:量化色差(ΔE),耐火砖标准要求ΔE≤3.0。
光学显微镜:观察表面微观结构和色斑分布。
光栅投影轮廓术:检测表面缺陷和不平整度。
X射线衍射/荧光:分析色斑区域化学成分差异。
热震稳定性:测试经冷热循环后色斑区域是否优先开裂。
抗压强度:对比色斑区与正常区强度差异。
耐侵蚀性:模拟使用环境测试抗渣/酸碱侵蚀能力。严格筛选原料,控制铁、钛、钒等杂质含量
原料充分混合,确保成分均匀
控制烧成温度均匀性,减少窑内温差。
精确控制烧成气氛,避免还原气氛过度。
优化装窑方式,确保火焰均匀穿透。
采用适当升温/降温曲线,减少热应力。
轻度色斑:用砂纸/磨石轻磨去除,注意不损伤本体。
泛碱:中性或弱酸性清洗剂溶解,清水冲洗,干燥后涂防护剂。
油污/烟尘:专用清洁剂喷洒,5-10分钟后刷洗,清水冲净。 若色斑区域已形成内部缺陷 (如溶洞) 或严重影响性能,应考虑更换整砖。色斑成因复杂,主要与原料杂质、烧成工艺和使用环境相关。
不同类型耐火砖色斑特征各异,需针对性评估。
色斑影响程度取决于类型、分布和深度,表面无凹凸的色斑影响较小。
预防优于治理,严格控制原料和工艺是减少色斑的根本途径。